
Установка для сварки гидроцилиндров горячей проволокой TIG



Установка предназначена для автоматической сварки поворотных кольцевых швов корпуса гидроцилиндра
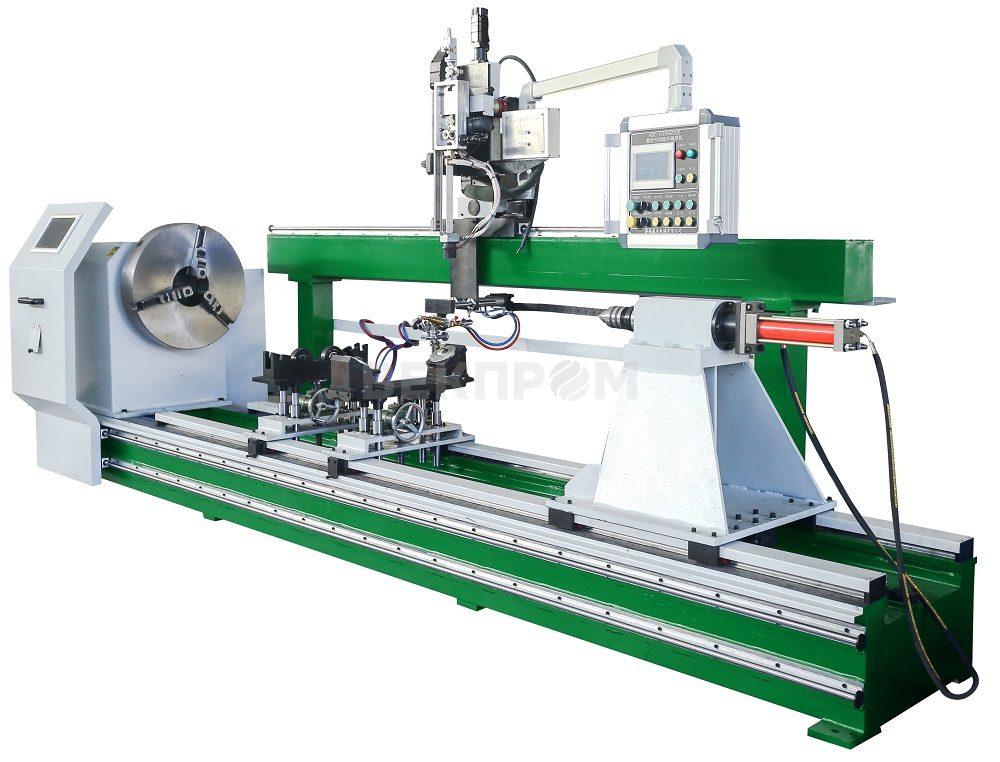
Установка состоит из корпуса машины, механизма вращения корпуса гидроцилиндра, механизма колебаний и позиционирования сварочной горелки, электрической системы управления, источника сварочного тока и др.
Станина состоит из основания, передней и задней бабки, горизонтального модуля линейного перемещения с кареткой и других компонентов.
Стальная рама обеспечивает жесткость конструкции в различных режимах работы с допустимой загрузкой
Основание станины для жесткости конструкции сварено из квадратной профильной трубы и стальных пластин. После обработки и снятия напряжений основание используется в качестве базовой плоскости. Вдоль станины установлены линейные направляющие для передвижения задней бабки и установки системы поддержки и выставления оси изделия относительно оси вращения. Каретка с механизмом колебания и позиционирования сварочной горелки установлены на несущей балке и перемещается по оси Х. Электрический шкаф управления находится с правой стороны.

Шпиндельный узел имеет редуктор, AC серводвигатель зажимной патрон или специальную оснастку. Инвертор регулирует и контролирует скорость вращения.
Сварочная горелка движется вперед-назад между положением сварки и положением подготовки к сварке, с помощью пневмопривода.
Механизм колебаний горелки состоит из шагового двигателя, винта, линейного рельса. Он имеет закрытую конструкцию, защищающую от пыли и брызг. С помощью контроллера задается частота колебаний горелки, диапазон колебаний, время колебания, расстояние отвода горелки, количество отводов может контролироваться системой управления.
Сварочную горелку можно регулировать вверх и вниз, влево и вправо, а также поворачивать под углом. Для точной регулировки горелки используется шариковый винт с высокой точностью регулировки и позиционирования. Его можно заблокировать после регулировки.

Задняя холостая бабка установлена на линейных направляющих, имеет прочную и жесткую конструкцию.. Шпиндель задней бабки комплектуется планшайбой, конусом, патроном. Задняя бабка снабжена пневмоприжимом и имеет фиксатор для установки в нужном положении.
На линейных направляющих также установлены роликовые опоры для поддержки и выставления оси изделия относительно оси вращения. Регулировка высоты опор осуществляется вручную вращением маховика.

Установка может быть оснащена устройством сопутствующего подогрева. В случае если в технологии сварки штока гидроцилиндра прописан сопутствующий подогрев, то данная функция включается в комплект поставки.

Система автоматического слежения по напряжению на дуге AVC
Этот компонент является важным компонентом автоматической системы сварки. Поддержание постоянного расстояния осуществляется автоматически. При автоматической сварке ТИГ напряжение дуги напрямую зависит от расстояния между электродом и свариваемой деталью, все остальные параметры являются постоянными. Поддержание расстояния между электродом и свариваемой деталью эквивалентно поддержанию постоянного значения напряжения дуги. Эта функция выполняется путем управления приводной направляющей, на которой установлена сварочная горелка.
Систему контроля длины дуги и блок колебаний горелки можно использовать раздельно.
Функция AVC интегрирована в PLC, управление осуществляется с помощью сенсорной панели.
Контролер японского производства OMRON PLC управляет всей установкой. Благодаря простому интерфейсу можно легко настроить, проверить и переустановить любые режимы сварки в процессе выполнения технологических операций. Панель управления и блок ЧПУ оснащены русскоязычным меню. Сварочный ток, сварочное напряжение, скорость сварки контролируются D/A (цифро-аналоговым) способом.
Производитель |
ATTA |
Мин. длина заготовки, мм |
300 |
Макс. длина заготовки, мм |
2000 |
Скорость вращения, об/мин |
0-2, бесступенчатое регулирование |
Вертикальный ход горелки, мм |
100 |
Время задержки в крайних точках, сек |
0-10 |
Давление воздуха, МПа |
0.4-0.6 |
Макс. диаметр заготовки, мм |
300 |
Ход задней бабки, мм |
150 |
Система управления контроллера |
OMRON PL |
Диапазон перемещения горелки вправо-влево, мм |
100 |
Мин. диаметр заготовки, мм |
80 |
Напряжение подключения источников сварки, В |
3ф,50Гц,380В |
Пневматический ход горелки, мм |
200 |
Амплитуда колебаний, мм |
0-40 |
Частота колебаний, раз/мин |
0-30 |
Время задержки в центре, с |
0-10 |