

Система для сварки балок



Описание
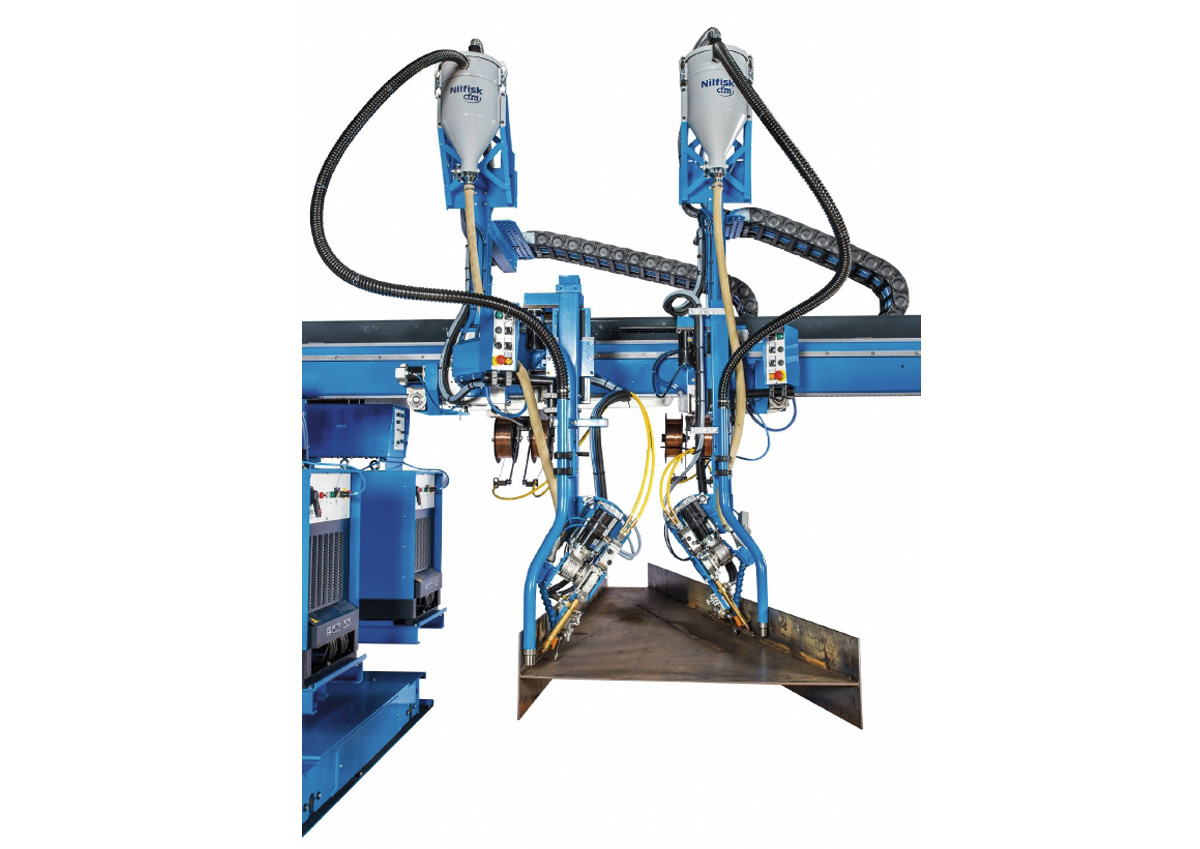
Сварочная колонна BEAM-MATIC CT1
Сфера применения
Сварные балки широко применяются при изготовлении металлоконструкций.
Производство специальных сварных балок дает возможность предложить заказчику балки больших размеров либо меньшего веса, чем стандартные балки.
Благодаря меньшему весу и оптимизации геометрии балок можно снизить стоимость производства металлоконструкций.
 |
 |
 |
|
Подъемно-транспортное оборудование
|
Производство строительных металлоконструкций Металлоконструкции для строительства зданий различного назначения: промышленные, спортивные, складские и торговые, сельскохозяйственные. |
Мостовые конструкции
|
Описание
Установка BEAM-MATIC предназначена для сварки балок под флюсом. Сборка заготовки под сварку может выполняться на стапеле с гидравлическими прижимами (см.предложение на стапель).
Машина BEAM-MATIC представлена моделями CT и LM; в данном предложении указана информация о BEAM-MATIC консольного типа: BEAM-MATIC CT.

- Основание CT с консолью (без возможности подъема-опускания консоли)
- Оборудование для сварки проволокой на 25кг кассетах в моноэлектродном режиме и 2 кассетами по 15кг расщепленной дугой (TWIN).
- Расстояние между рельсами для движения основной каретки установки: 1650мм
- Размещение органов управления на конце консоли
- Вращение консоли: возможность работы в 2х участках сборки-сварки по обе стороны рельсового пути сварочной системы (см.ниже)

Габариты свариваемых деталей
|
|
|
min | max |
 |
| a : Толщина полок |
мм |
10 |
100 |
|
| b : Толщина стенки |
мм |
4 |
50 |
|
| c : Ширина стенки |
мм |
100* |
2000 |
|
| d : Высота полки |
мм |
- |
1170 |
|
| L |
м |
- |
30 |
|
| Téta | ° |
|
20 |

Типы свариваемых балок
4 типа свариваемых балок
 |
 |
 |
 |
|
Балка двутавровая «PRS» прямая |
Балка двутавровая переменного сечения |
Балка двутавровая переменного сечения с 1 точкой изгиба |
Балка двутавровая переменного сечения 2 точками изгиба |
Схематическое изображение
BEAM-MATIC CT1 : База + кассеты с проволокой + Рельсы 1650 + Управление на конце консоли

Вариант машины:

Описание BEAM-MATIC
1. Основная моторизированная каретка
Каретка состоит из:
- Основания
- Холостая каретка с 2мя роликами и устройством очистки рельс
- Каретка с приводом с 2 роликами
- 2 направляющих шариковых подшипника, спереди и сзади каретки
- Мотор-редуктор с макс.скоростью 10м/мин
- Органы аварийной остановки спереди и сзади для защиты оператора либо препятствий на пути перемещения консоли
- Специальная зона на каретке для заземлений по рельсам

2. Коммуникации
- Питание : 400 В, 3Ф- 50 Гц-150кВА (без нейтр.)
- Сжатый воздух по давлением минимум 6 бар
- Установка BEAM-MATIC поставляется с кабелеукладчиком для кабелей и воздушных шлангов, направляющими для него, а также коннекторами для подключения в систему (наша компания не выполняет подключение оборудования к системе электропитания заказчика)
- Кабелеукладчик установлен между рельсами
3. Рельсовый путь
Рельсы поставляются секциями по 6 либо 3м. Анкерные болты предоставляются вместе с рельсами.
Пример: при общей длине рельс 12м полезный ход 9.5м.

- BEAM-MATIC CT состоит из 1 основы с поворотным механизмом с шариковыми подшипниками и 1 консоли, на которой размещаются каретки CTP2 со свар.головами
- 2 кабелеукладчика для кабелей сварочных головок
- консоль CTP2 оснащена 2 моторизированными каретками со сварочными горелками

Дополнительное освещение
На консоль может быть дополнительно установлено освещение зоны сварки и сварочных головок.

ОБОРУДОВАНИЕ ДЛЯ СВАРКИ ПОД ФЛЮСОМ
СВАРОЧНЫЕ ГОЛОВКИ C200
1. Конструкция
Состав сварочной головки:
- Каретка CTP2 с приводом 3м/мин
- Моторизированная направляющая (ход 200мм) для регулировки высоты (механизмом слежения за швом)
- мотор-редуктор механизма подачи проволоки DX7, горелка
- Щуп слежения за швом с ручной направляющей для корректировки положения электродной проволоки относительно шва в поперечном направлении, ход 50мм,
- Блоки управления системы слежения за швом TRACKMATIC
- Бак флюсовый емкостью 10 л с автоматическим клапаном подачи и боковой загрузкой
- Шланг системы сбора неиспользованного флюса.
- Аварийный стоп

2. Вертикальная направляющая
Версия с вертикальными направляющими с ходом 200мм:

3. Узел слежения за швом
Он позволяет выполнять слежение за швом по 2м направлениям без ограничений.
Принцип действия основан на коррекции скорости и направления движения сварочной головки в зависимости от деформации щупа. Такая технология обеспечивает хорошее позиционирование горелки по шву, даже при сильных отклонениях (до 20°).
Увеличивая производительность сварочной системы, щуп гарантирует и стабильное качество сварки.

ОПИСАНИЕ ОСНОВЫ СВАРОЧНОЙ СИСТЕМЫ
Это полная гамма эффективного оборудования с применением микропроцессорной технологии, сочетающего производительность, гибкость в использовании и гарантированной высокой надежностью в управлении сварочным циклом.
Система позволяет предварительно точно настраивать параметры сварки и обеспечивает стабильны поджиг.
Функционал системы:
- Сварка под флюсом:
- Постоянный ток: жесткие либо пологопадающие характеристики источника
- Переменный ток: пологопадающие характеристики источника
- Конфигурация для сварки 1м электродом, методом «twin» или «тандем»
Основные компоненты системы:
- Блок управления сваркой
- Блок питания
- Механизм подачи проволоки DX7
- Кабели управления длиной 17 либо 22 м

БЛОК УПРАВЛЕНИЯ СВАРКОЙ
- Надежные, простые и удобные для использования элементы управления.
- Цифровая индикация трех параметров: ток, напряжение и скорость подачи сварочной проволоки.
- Предварительная настройка напряжения и сварочного тока.
- Хранение и индикация цифрового отображения сварочного тока и напряжения.
- Обнаружение короткого замыкания сварочной проволоки/обрабатываемого изделия и отображение в ручном режиме подачи проволоки минимизирует механические нагрузки на опоры головки подачи сварочной проволоки.
 БЛОК ПИТАНИЯ
БЛОК ПИТАНИЯ- Все элементы управления для настройки конфигурации установки легко доступны на передней панели модуля питания.
- Полное управление всеми временными задержками цикла сварки.
- Переключатель технологии сварки (ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ или СВАРКА MIG/MAG).
- Крепится в верхней части источника питания на расстоянии от «чувствительных» зон установки (возле дуги).
 МЕХАНИЗМ ПОДАЧИ ПРОВОЛОКИ DX7
МЕХАНИЗМ ПОДАЧИ ПРОВОЛОКИ DX7
Тонкие настройки для с двумя степенями свободы вращения дают возможность простой настройки положения электродной проволоки относительно изделия.
Доступны 2 модели подающего механизма DX7:
- С малой скоростью для одинарной проволоки Ø 1,6 до 5мм либо двух электродных проволок Ø 2,0 и 2,4мм
- С высокой скоростью двух электродных проволок Ø 1,2 и 1,6мм
Плита мотор-редуктора подающего механизма DX7 оснащена роликом, прижимающим и подающим проволоку. Устройство оснащается 1 роликом (для моноэлектродной сварки)либо 2мя (ТВИН сварка), что повышает эффективность поадчи.
- Питание: 42В DC
- Max потребление: 5,5A
- Тахогенератор: мотор 7В / 1000 об/мин
- Скорость подачи проволоки : от 0,17 до 4,20 м/мин либо от 0,6 до 15 м/мин
СИСТЕМА УПРАВЛЕНИЯ СВАРКОЙ D2C SAW
 Панель управления позволяет оператору управлять машиной и параметрами сварки с общей стойки.
Панель управления позволяет оператору управлять машиной и параметрами сварки с общей стойки.Система D2C SAW управляет перемещениями машины вместе, а также пуском и остановкой сварочного цикла.
Управление сварочными параметрами выполняется с соответствующего, отдельного модуля.
Таким образом, сварка выполняется машиной автоматически.
Система D2C SAW позволяет:
- Программно задавать длину свариваемой балки (используется датчик на мотор-редукторе)
- Задавать длину сварки
- Автоматически выполнять позиционирование сварочных головок
- Запускать цикл сварки
- Автоматически останавливать цикл сварки
- Выполнять автоматический подъем сварочных голов
- Автоматически возвращать систему в стартовое положение

СВАРОЧНЫЙ ИСТОЧНИК ПИТАНИЯ ПОСТОЯННОГО ТОКА STARMATIC 1003DC
Сварочный источник питания STARMATIC 1003 DC применяется для сварки с постоянным напряжением либо постоянной силой тока и разработан специально для сварки под флюсом.- Прочная и надежная конструкция
- Защита от воздействия агрессивной промышленной среды,
- Вентилятор охлаждения,
- Оснащен термозащитой,
- Простота транспортировки с помощью крана или погрузчика,
- Быстрое подсоединение к основной установке посредством простых и доступных соединителей
- Управляется дистанционно.
УСИЛЕННАЯ ПОДАЧА ФЛЮСА С СИСТЕМОЙ РЕЦИРКУЛЯЦИИ
Усиленная система подачи флюса предоставляет большую автономность в работе благодаря флюсовому баку емкостью 70л. Система подает флюс к стандартным флюсовым бакам с их системой рекуперации флюса и автоматическими клапанами подачи флюса. Система автоматического регулирования подачи флюса к стандартным бакам учитывает необходимое для сварки количество флюса и рециркулирует излишек флюса посредством системы Venturi.Наполнять флюсовый бак просто, поскольку он располагается в основании машины и легко доступен оператору. Такая система подачи флюса способствует увеличению автономности сварочной машины и росту производительности.
Принцип работы:

- Промежуточный флюсовый бак с системой сбора у сварочной головки: емкость 10л
- Флюсовый бак под давлением: емкость 70л
- Сжатый воздух: давление 3 - 5,5 бар
- Максимальная температура флюса при использовании : 60°C

ДЕТЕКЦИЯ УРОВНЯ ФЛЮСА
Опция, включающая датчик уровня и световой индикатор, предупреждающий оператора о необходимости добавить флюс в основной бак под давлением
Характеристики
Производитель |
SAF-FRO |
