
Оборудование для лазерной наплавки порошком




Описание
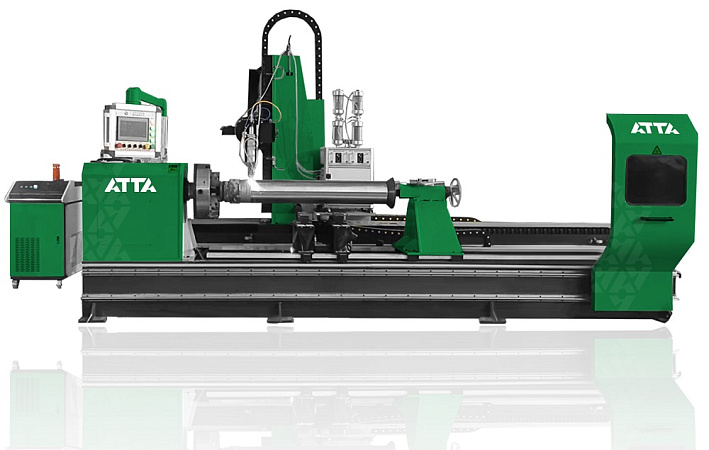
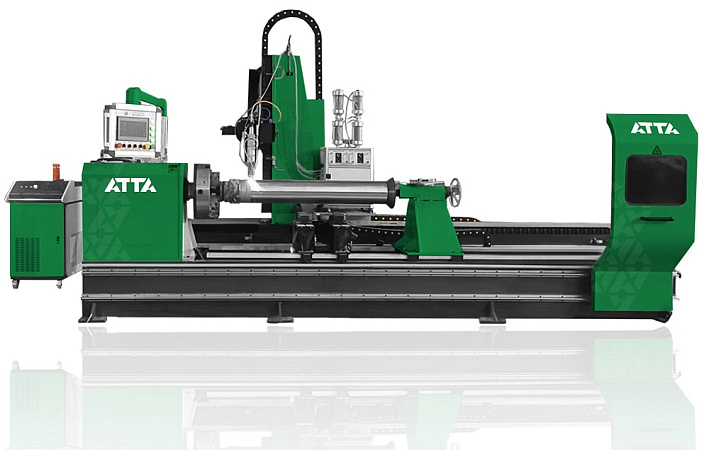
Эта четырехосевая установка используется для нанесения покрытий с высокой твердость и прочностью, а также для восстановление геометрии дорогостоящих деталей.Оборудование включает в себя станину, переднюю бабку с двигателем с цифровым управлением, заднюю бабку с пинолью, поддерживающую опору для заготовки, колонну и стрелу, механизм перемещения колонны, блок управления, лазерный источник, устройство подачи порошка, высокоскоростную наплавочную головку и другие принадлежности.
Станина станка - литая, а основание и крестовина - сварные. Литая станина имеет монолитную конструкцию, которая изготавливается с помощью литья, отпуска, обработки для снятия напряжений, фрезерования, закалки направляющих, чистовой обработки и шлифования. Спереди находится главный шпиндель вращения, а сзади - задняя бабка.
На верхней фрезерованной части станины установлены направляющие, по которым перемещается площадка с вертикальной колонной. На колонне находится перемещающаяся по вертикали с помощью электродвигателя и винтовой передачи консоль. На консоли имеется система роликов и серводвигателя, которая обеспечивает горизонтальное перемещение консоли со сварочной горелкой.
Шпиндель приводится в движение серводвигателем Panasonic, крутящий момент передается редуктором и синхронным ремнем на зажимной патрон для осуществления вращения сварочной заготовки. Ось X приводится в движение серводвигателем, по зубчатой рейке с направляющими для осуществления продольного перемещения лазерного пистолета. Ось Y предназначена для поперечного перемещения вперед/назад. Она также приводится в движение серводвигателем, зубчатой рейкой и направляющими для осуществления переднего и заднего позиционного перемещения лазерного пистолета. Ось Z - это вертикальная ось, приводимая в движение серводвигателем, шарико-винтовой парой и направляющими для реализации движения лазерного пистолета вверх и вниз. Лазерный пистолет устанавливается перед осью Y и реализует четырехосевую связь со всеми осями через систему ЧПУ для осуществления процесса лазерной сварки/наплавки.
Установка работает под управлением промышленного программируемого логического контроллера (PLC) японской фирмы Omron с сенсорной панелью с русифицированным интерфейсом. Контроллер позволяет осуществить полное программирование наплавочного процесса.
Для безопасной эксплуатации оборудования предусмотрен закрытый защитный кожух. В закрытом защитном кожухе установлены четыре раздвижные двери для загрузки и выгрузки заготовок длиной до 3 м. Передняя дверь оснащена специальным стеклом, не пропускающим лазерное излучение, удобным для наблюдения и эксплуатации оборудования. Сверху защитного кожуха имеется выходное отверстие для отвода дыма, которое может быть соединено с внешним фильтро-вентиляционным оборудованием или вытяжным трубопроводом цеховой вентиляции. Три другие стороны защитного кожуха оборудованы специальными дверцами для проведения технического обслуживания.
Описание рабочего цикла:
После открытия дверцы защитного кожуха, заготовка устанавливается на опорную раму и слегка фиксируется зажимным патроном главного вала. Затем заготовка прижимается между задней бабкой и центром главного вала, а затем крепко зажимается патроном. После закрытия защитной дверцы приводится в действие кнопка пуска. Под управлением ЧПУ ось Y перемещает лазерный пистолет вперед в положение сварки, ось Z опускается на запрограммированную высоту обработки, сервопривод шпинделя приводит заготовку во вращение, и лазерный пистолет перемещается продольно по оси X, формируя на заготовке спиральную наплавку.
Характеристики
Производитель |
ATTA |
Напряжение, В |
380 |
Длина волны, Нм |
1080 |
Охлаждение |
Водяное |
Время работы |
24 часа |
Режим поляризации |
Случайная |
Номинальная выходная мощность, кВт |
10 |
Диапазон настройки мощности, % |
10-100 |
Стандартная комплектация
Лазерный источник:
Наплавочная головка:

|
Система подачи порошка:

| Специальный порошковый питатель для высокоскоростной наплавки |
|
| Габариты | 600×500×1400 мм |
| Рабочая станция | Разборного типа |
| Объем одиночного цилиндра | 2,5 л. |
| Режим подачи | Пневматический |
| Ротационная скорость подачи | 8 об/мин |
| Газ | Ar/N₂ |
| Диапазон регулировки подающего газа | 0,5-25 л/мин |
| Диапазон регулировки защитного газа | 1-25 л/мин |
| Индикатор давления | 0,1-1 МПа |
| Температура подогрева порошка | ≤85℃ |
| Фракция порошка | 10-100 μm |
| Функция контроля давления воздуха | Поддерживается |
| Точность подачи | ±2 % |
| Вес подающего цилиндра | 17 кг |
Чиллер:

| Модель | CWFL-6000EN |
| CW6100-AN | |
| Габариты | 110×90×215 см |
| 67*47*89 см | |
| Вес | 500 кг |
| 65 кг | |
| Режим управления | Двойная температура и двойное управление |
| Диапазон температуры воды | Низкая температура 15-26℃ |
| Температура окружающей среды 20-35℃ | |
| Обеспечение безопасности | Защита компрессора от перегрузки по току, сигнализация расхода и перегрева |
| Режим охлаждения конденсата | Водяное охлаждение |
| Точность регулировки температуры | ±1℃ / ±0.5℃ |
Стабилизатор:
| Позиция | параметр |
| Модель | SJW(TNS)-120кВА |
| Электроснабжение | AC-380В/50Гц |
| Точность стабилизации | ±4% |
| Рабочая температуры | -5-40℃ |
| Обеспечение безопасности | Плавный пуск, защита от перегрузки по току и напряжению |